این نوع رگهدار شدن میتواند زمانی شدیدتر شود که آلیاژهای شمش اکستروژن به طور تصادفی با یکدیگر مخلوط شوند.
یک نمونه شدید زمانی است که یک شمش آلیاژ 3000 به اشتباه با دستهای از شمشهای 6063 مخلوط شود. البته حالت رایجتر این است که مثلاً یک شمش آلیاژ 6463 به اشتباه با دستهای از شمشهای 6063 مخلوط شود.
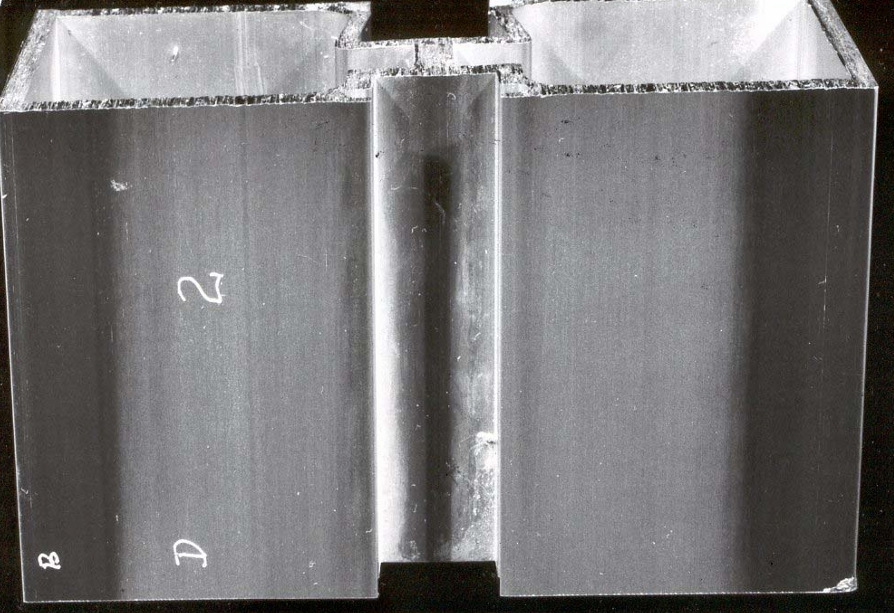
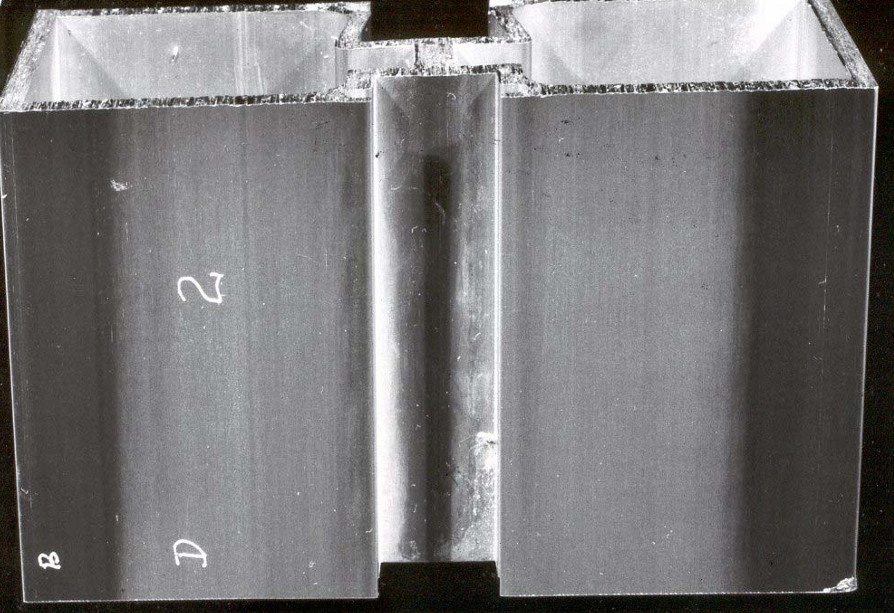
از آنجا که آلیاژ اول کیفیت آنادایز روشنتر و خلوص بیشتری دارد، نسبت به آلیاژ دوم پس از اچ و آنادایز ظاهر بسیار روشنتری ایجاد میکند. نتیجه نهایی، پروفیلی خواهد بود که پس از اچ و آنادایز دارای نوارهای روشن و مات است؛ همانطور که در شکل ۳۰ نشان داده شده است.
مشکل اختلاط آلیاژها به وضوح به مدیریت صحیح مواد و نظم در تولید (Housekeeping) مربوط میشود.
در مورد یک جوش عرضی معمولی، اسقاط کردن مقدار کافی از بخش جلویی پروفیل میتواند مشکل را برطرف کند. همچنین باید از استفاده از شمشهایی که از منابع مختلف آمدهاند، یا تاریخچه عملیات حرارتی متفاوتی دارند، و نیز قطعات ریختهگری شده با ساختارهای متفاوت برای یک پروژه مشخص خودداری شود.
در نهایت، اصلاح طراحی قالب برای کاهش اندازه فیدر میتواند به کاهش این عیب کمک کند، زیرا در مرحله برش طولی، مقدار دورریز کمتری لازم خواهد بود.